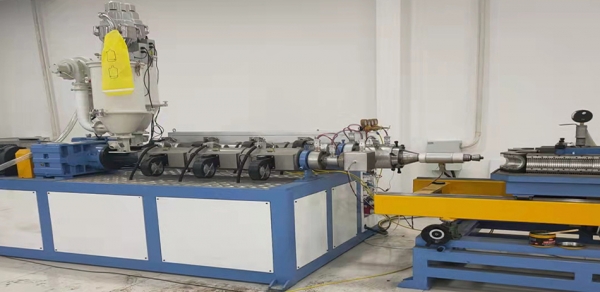

双壁波纹管设备生产操作规程注意什么
1.严禁将金属块和其他硬杂物混入材料中。
2,进料座的表面温度不要过高,超过50时应适当增加冷却水管的供水量。
3.严禁在不切断火力的情况下打开枪管的上盖。

4.切勿用湿手操作电气开关。
5.严禁在加热前驾驶。
6,生产过程中,必须先启动成型机,再启动挤出机,并根据管道情况调节挤出螺杆的转速;机器停止时情况相反。
7.成型机的润滑系统应及时注油。严禁在无油的情况下运行。始终检查润滑油路径,不要阻塞它。
8.保持模块清洁,并及时清理原始裂缝中的灰尘和油脂,以保持其打开状态。
双壁波纹管生产问题分析

(1)管子外表面的不规则波形
①瓦楞模具的两半打开时会出现不对中的情况,关闭模具后应重新调整两个半的运行速度以同步,或者应准确对准两个半的对中。
②两半开模的驱动链条严重磨损,并且在同步运行期间会出现累积误差,一段时间后,这将导致半模未对准。传动链应该修理并更换。
③挤出机螺杆的工作速度不稳定,因此挤出的熔融材料量不一致,成形坯料的形状会有较大的误差。螺丝驱动系统中的故障应予以修复。
④压缩空气的压力不稳定,会导致充气成型的波纹形状出现较大的形状误差。应调节稳定的供气压力。
⑤用于形成管坯的熔融材料的温度过高,使得难以形成熔融材料。熔融温度应适当降低。
(2),磨砂管表面
①熔融物料温度太低,原料的塑化不全面。机筒和模具的加工温度应适当提高。
②冷却水温度过高,应降低冷却水温度。
③管坯的直段长度不足,施胶压力小。模具结构尺寸应予改善。