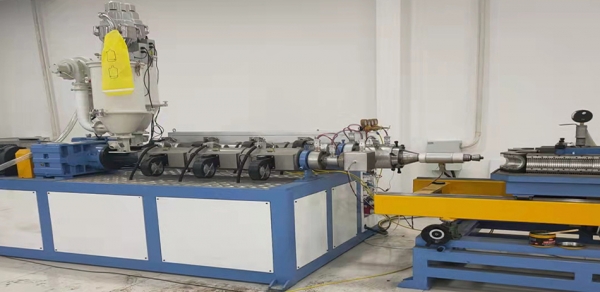

青岛新塑机械有限公司拥有一批高素质,经验丰富的工程技术人员,专业从事单壁波纹管,双壁波纹管生产线以及双壁波纹管生产线,集科研、开发、生产、销售和技术服务于一体的高科技企业,公司以追求“质量求精,诚信待客,开拓创新,锐意进取”的宗旨,新洋森秉承“与世界水平同步”的理念,融合了世界塑机装备的优势资源,从主机到辅机,体现挤出的要求,代表了国内同类产品的水平。

双壁波纹管生产问题分析
(1)管的外表面的不规则波形
①瓦楞模具的两半打开时会出现不对中的情况,关闭模具后应重新调整两个半的运行速度以同步,或者应准确对准两个半的对中。
②两个半模的开模传动链条严重磨损,在同步运行过程中会产生累积误差,在开模运行一段时间后会导致不对中。传动链应该修理并更换。
③挤出机螺杆的工作速度不稳定,因此挤出的熔融材料量不一致,成形坯料的形状会有较大的误差。螺丝驱动系统中的故障应予以修复。
④压缩空气的压力不稳定,会导致充气成型的波纹形状出现较大的形状误差。应调节稳定的供气压力。
⑤用于形成管坯的熔融材料的温度太高,使得难以形成熔融材料。熔融温度应适当降低。

(2)管材发脆
①成型管原料配方中碳酸钙的比例过高或润滑剂的比例不合理。该公式应该改进。在原料中适当添加一些丙烯酸树脂加工助剂,以提高熔体的胶凝率。
②原料中的水分或杂质含量超过标准,应干燥或更换原料。
用于形成管坯的模具中的压力不足使得管壁的成型质量差,并且应当改善模具结构。
④成型管的熔融温度控制不稳定。高或低的熔融温度易于使管在成形后变脆。注意增塑熔体的温度,以免温度差过大。