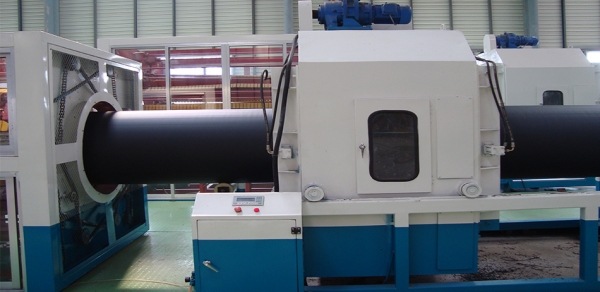

青岛新洋森塑料制品开发有限公司,从事生产系列塑料机械设备的专业厂家,拥有一批高素质,经验丰富的工程技术人员,专业从事单壁波纹管,双壁波纹管生产线以及双壁波纹管生产线,集科研、开发、生产、销售和技术服务于一体的高科技企业,下面为您介绍双壁波纹管生产线操作规程:
生产经营
1。进料:用真空给料机将物料加入料仓,启动烘干机使物料干燥。干燥温度视具体情况而定,但不得超过80度。
2。打开挤出机减速器冷却水,调节出口球阀至合适尺寸,冷却润滑油。
3。检查无误后,确认加热保温时间已到,再拧紧连接螺钉。(拧紧螺钉时,应切断头部各加热器,操作人员应戴手套等防护用品)。
4。启动挤出机驱动电机,使螺杆低速运转(<20r/min),轻轻拔出料斗塞,缓慢进料,根据机头出料时物料失效的塑性状态和熔体压力显示,调整温度、螺杆转速和出料量。生产过程中随时观察挤出机原材料供应情况,防止物料破碎。
5。当机头模具开始卸料时,应仔细观察。如果管坯壁厚不均匀,应调整使内外管坯挤出均匀。
6。均匀放电后,从模具中去除多余材料。安装校准套,连接管路,检查有无泄漏。拆下模具开口部分的18-22区域加热器。
7。按下“前进”按钮,使成型机达到预定位置。注意模块和固定套之间的间隙。如果有干扰,应进行调整。
8。成型机调整到位后,启动真空泵,打开一个真空。启动成型机使模块运行。开始正常通胀,快速通胀。
9。启动挤出机,一段时间后迅速停止充气,成型外壁和第一真空成型压力后,启动挤出机和内真空。
10。管道正常生产后,开始各部分冷却。随时观察各压力表的压力、温度、速度变化,并作相应记录。
11。通过在管道上均匀喷洒冷却槽、启动泵电机和冷却水,进一步冷却管道。启动干燥装置,去除管道外表面的水分。
12。分别启动切割机和堆料机进行切割和堆放。

停机操作
1。停止加热
2。先关闭漏斗塞,停止进料,逐渐降低螺杆速度,停止挤出。
3。停止压缩空气和真空,向后退出成型机。管道与成型模块分离后,按下成型机的“停止”按钮,停止成型模块的操作。
4。停止冷却每个零件。
5。切断各设备的电源、水源和压缩空气。
6。清理现场。
停电处理
1。如果管子成型不理想,需要调整。首先应停止挤出机,成型机应后退至适当位置,成型模块应继续运行,直到管道与成型模块分离。
2。当紧急情况需要紧急停机时,按下紧急停机按钮。当设备运行中发生严重事故时,应立即切断总电源。

操作注意事项
1。严禁将金属块等硬杂质混入材料中。
2。进料座表面温度不宜过高。当温度超过50时,冷却水管的供水量应适当增加。
3。不要切断加热电源。不要打开桶盖。
4。严禁用湿手操作电器开关。
5。严禁在没有充分加热的情况下提前驾驶。
6。必须先启动成型机,再启动挤出机,根据管道情况调整挤出螺杆的速度,否则停机时应调整挤出螺杆的速度。
7。成型机润滑系统应及时注入润滑油,严禁无油操作,应经常检查润滑油路,不得堵塞。
8。保持模块清洁,及时清理原裂缝中的灰尘和油污,保持模块畅通。